Wasserstoffversprödung im Bauwesen
Erstellt am: 6. Februar 2024
Wasserstoffversprödung im Bauwesen
Materialien bestimmen in der Welt des Bauwesens nicht nur die Qualität und Langlebigkeit der Konstruktionen, sondern auch ihre Sicherheit und Zuverlässigkeit. Entsprechend spielt die Materialauswahl und -verwendung bei der Planung und Errichtung von Bauwerken jeglicher Art eine entscheidende Rolle. Einen besonders wichtigen Aspekt stellt in diesem Zusammenhang die chemische und physikalische Integrität der verwendeten Materialien dar. Insbesondere bei Verbindungs- und Befestigungsmitteln wie Schrauben, Bolzen und Ankern ist auf Leistungsfähigkeit zu achten. Sie dienen als wesentliche Komponenten zum Zusammenhalten von Strukturen, sodass sie die Stabilität der Strukturen unter verschiedensten Belastungen sowie Umweltbedingungen sicherstellen müssen. Ein Vorgang, welcher die Leistungsfähigkeit von Befestigungssystemen ernstzunehmend beeinträchtigen kann, ist Wasserstoffversprödung.
Wasserstoffversprödung ist ein Phänomen, das hochfesten Verbindungselementen weitreichenden Schaden zufügen kann. Sind Metalle, insbesondere hochfeste Stähle und Legierungen, Wasserstoffatomen ausgesetzt, können diese ihre Duktilität (Verformbarkeit) verlieren und spröde werden. Daher stellt Wasserstoffversprödung ein besonders gravierendes Problem in Bereichen dar, in denen eine hohe Festigkeit und Zuverlässigkeit der verwendeten Materialien unerlässlich ist, was die kritische Bedeutung auch im Bauwesen unterstreicht. Das Phänomen beeinträchtigt nicht nur die Leistungsfähigkeit der Befestigungskomponenten, sondern wirkt sich auch entscheidend auf die Lebensdauer der gesamten Baukonstruktion aus. Es ist daher von zentraler Bedeutung, Materialversagen proaktiv zu verhindern, um die dauerhafte Stabilität und Sicherheit des Bauwerks zu gewährleisten.
Ursachen für die Entstehung von Wasserstoffversprödung
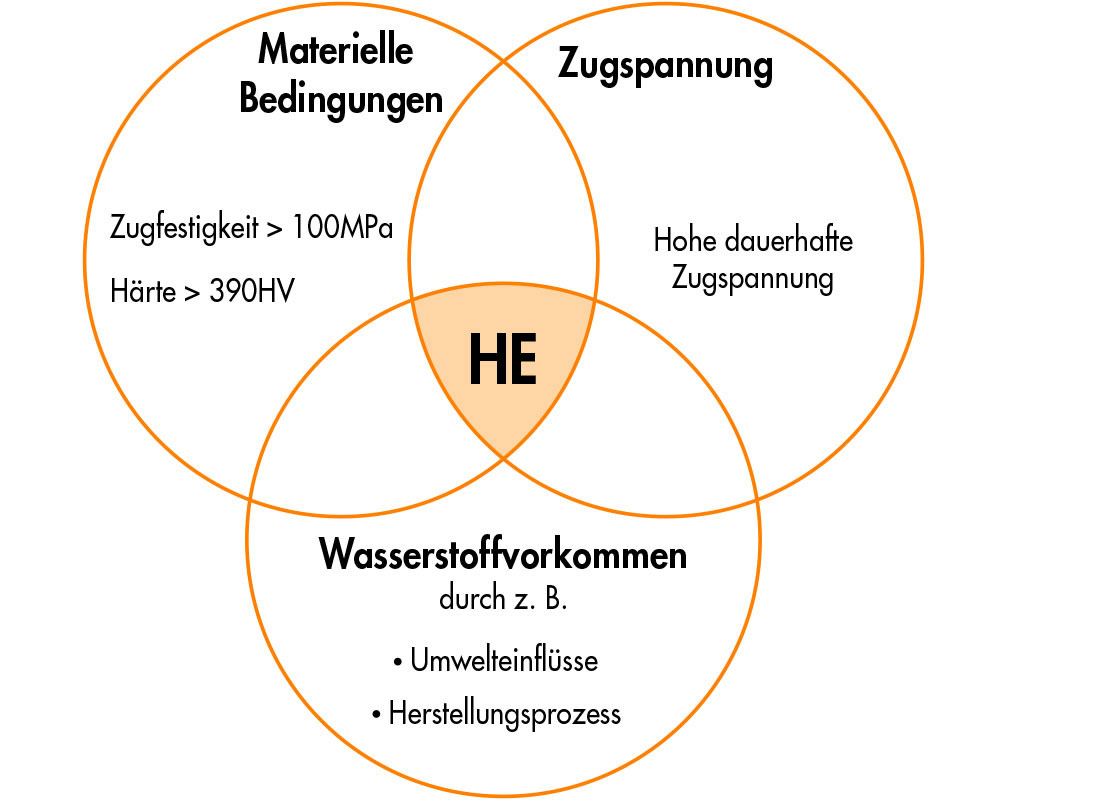
Um das Risiko einer möglichen Wasserstoffversprödung zu verstehen und dieses proaktiv zu managen, ist es wichtig, die grundlegenden Bedingungen und Ursachen, unter denen das Phänomen auftritt, zu kennen. Auf Basis dessen ist es möglich, die Befestigungsmittel mit dem passenden Material auszuwählen und entsprechende Präventions- und Behandlungsmaßnahmen zu ergreifen. Wasserstoffversprödung kann in Material auftreten, wenn die folgenden drei Bedingungen gegeben sind: Vorkommen von Wasserstoff, Verwendung eines empfänglichen Materials und Vorhandensein von Spannung.
Vorkommen von Wasserstoff: Damit Wasserstoff in das Material eindringen kann, muss dieser zunächst in ausreichender Menge vorhanden sein. Wasserstoff kann dabei aus verschiedenen Quellen wie beispielsweise aus Fertigungsprozessen, Korrosionsreaktionen oder Umgebungsbedingungen stammen. So kann Wasserstoff während der Herstellung oder Bearbeitung der Verbindungsmittel z. B. beim Schweißen, Galvanisieren oder Beizen in das Metall eindringen. Darüber hinaus kann es insbesondere in sauren Umgebungen zu einer chemischen oder elektrochemischen Korrosion kommen, sodass Wasserstoffionen freigesetzt und von dem Metall aufgenommen werden. Zuletzt kann auch aufgrund von Umgebungsbedingungen wie hohem Druck oder hohen Temperaturen, vorwiegend in der Gegenwart von Wasserstoffgas, Wasserstoff in Metall gelangen.
Empfängliches Material: Die Empfänglichkeit eines Materials für das Auftreten von Wasserstoffversprödung hängt von einer Reihe spezifischer Eigenschaften und Bedingungen ab, sodass nicht alle Materialien in gleichem Maße anfällig für diese Art der Versprödung sind. Bestimmte Metalle und Legierungen sind eher betroffen als andere. Entscheidende Faktoren hierbei sind die Materialzusammensetzung und Mikrostruktur, die Festigkeit und Härte, die Verarbeitungs- und Wärmebehandlungs-historie sowie der Oberflächenzustand. So sind bspw. hochfeste Metalle aufgrund der zuvor genannten Faktoren anfälliger als andere Materialien. Ihre Mikrostruktur und Festigkeit führt dazu, dass sie Wasserstoffatome leichter aufnehmen und binden und somit das Risiko für eine Rissbildung und einen Bruch erhöht wird. Insgesamt ist die Empfänglichkeit des Materials für Wasserstoffversprödung das Ergebnis einer komplexen Interaktion von verschiedenen physikalischen sowie chemischen Eigenschaften. Eine Berücksichtigung dieser Faktoren ist bei der Materialauswahl und -verarbeitung entscheidend, um das Risiko einer Versprödung zu minimieren.
Spannung: Externe Belastungen sowie interne Spannungen, welche durch Verarbeitungsprozesse wie Schmieden, Walzen oder Schweißen entstehen können, tragen entscheidend zum Risiko der Wasserstoffversprödung bei. Die Spannung ermöglicht es den Wasserstoffatomen zu den kritischen Bereichen im Metall, z. B. zu Mikrorissen oder Fehlstellen, zu gelangen und dort die Versprödung auszulösen.
Sind die drei hier genannten Bedingungen gleichzeitig gegeben, ist das Risiko einer Wasserstoffversprödung signifikant erhöht.
Vom Eindringen bis zum Bruch: wie Wasserstoff Metalle brüchig macht
Wasserstoffversprödung stellt eine ernstzunehmende Gefahr für die Sicherheit und Zuverlässigkeit von Befestigungs- und Verbindungsmitteln dar. Das Phänomen kann die mechanischen Eigenschaften von Metall beeinträchtigen und somit zu unerwartetem Materialversagen führen. Dies ist besonders im Anwendungsbereich des Bauwesens von wichtiger Bedeutung, da die Präsenz von Wasserstoff in hochfeste Stähle sowie andere anfällige Legierungen zu spröden Brüchen führen kann.
Der Prozess der Wasserstoffversprödung findet in der Regel in drei Schritten statt:
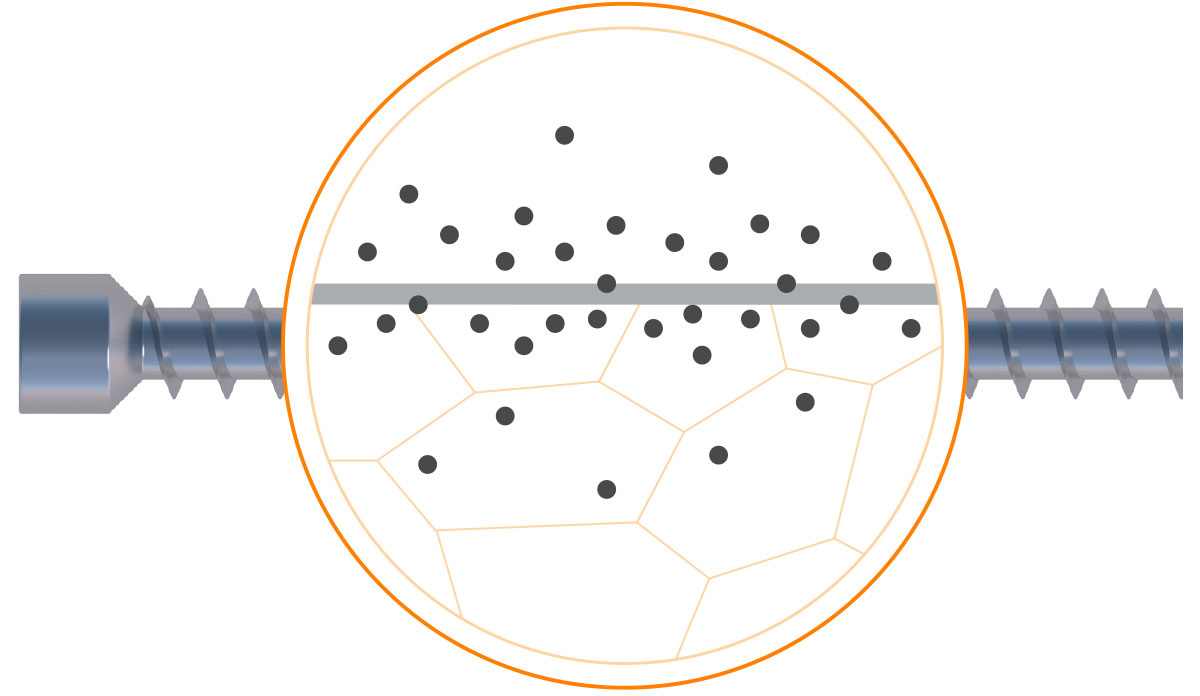
1. Wasserstoffaufnahme: Während verschiedener Herstellungsprozesse, wie Säurereinigung oder Galvanisierung, kann es infolge von Korrosionsvor-gängen oder durch den direkten Kontakt mit Wasserstoffgas dazu kommen, dass Kohlenstoffstahllegierungen Wasserstoff aufnehmen. Die Absorption wird dabei durch die oberflächliche Metallstruktur begünstigt und kann durch äußere Einflüsse, z. B. saure Umgebungen oder kathodischen Schmutz, verstärkt werden. In dieser ersten Phase dringt somit Wasserstoff in das Material ein.
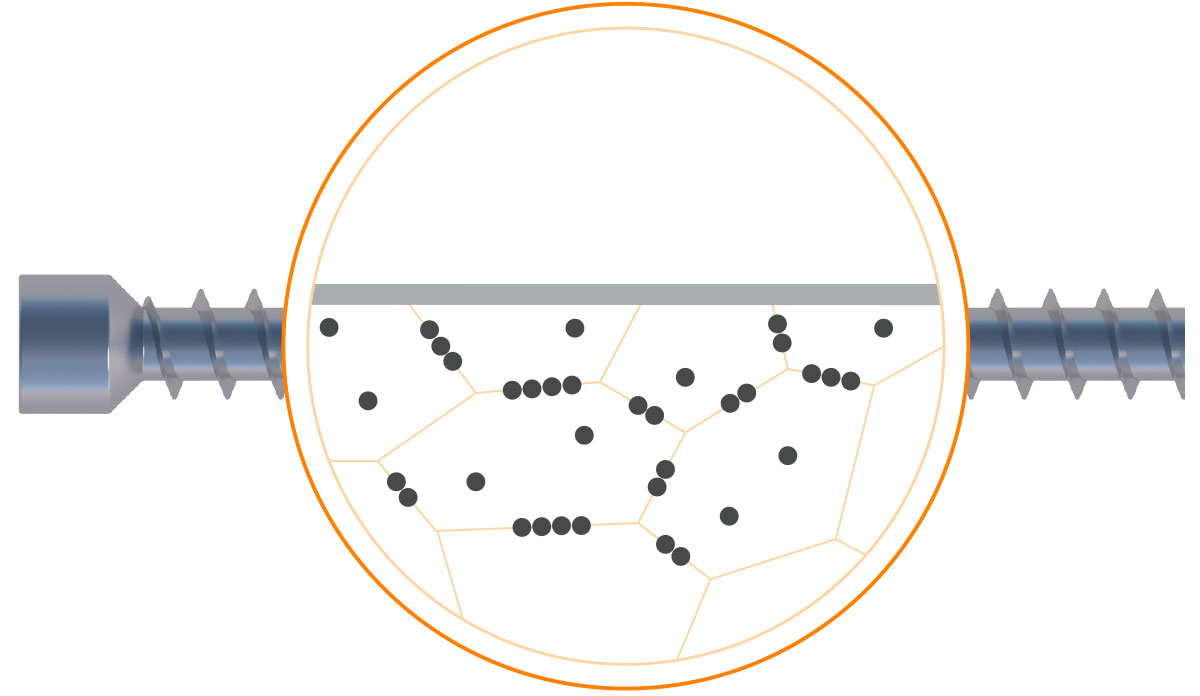
2. Diffusion: Nachdem es zu einer Wasserstoffaufnahme gekommen ist, bewegen (diffundieren) sich die Wasserstoffatome innerhalb des Metallgitters. Typischerweise tendieren die Atome dazu, sich an Orten mit erhöhter Spannung, wie beispielsweise in Rissen, bei Einschlüssen, entlang von Korngrenzen oder in Bereichen, welche unter mechanischer Belastung stehen, anzureichern. Eine solche Ansammlung führt schließlich zu einer Veränderung der Materialeigenschaften, sodass das Risiko für Versprödung und letztendlich für Rissbildung und Brüche innerhalb des Materials erhöht wird.
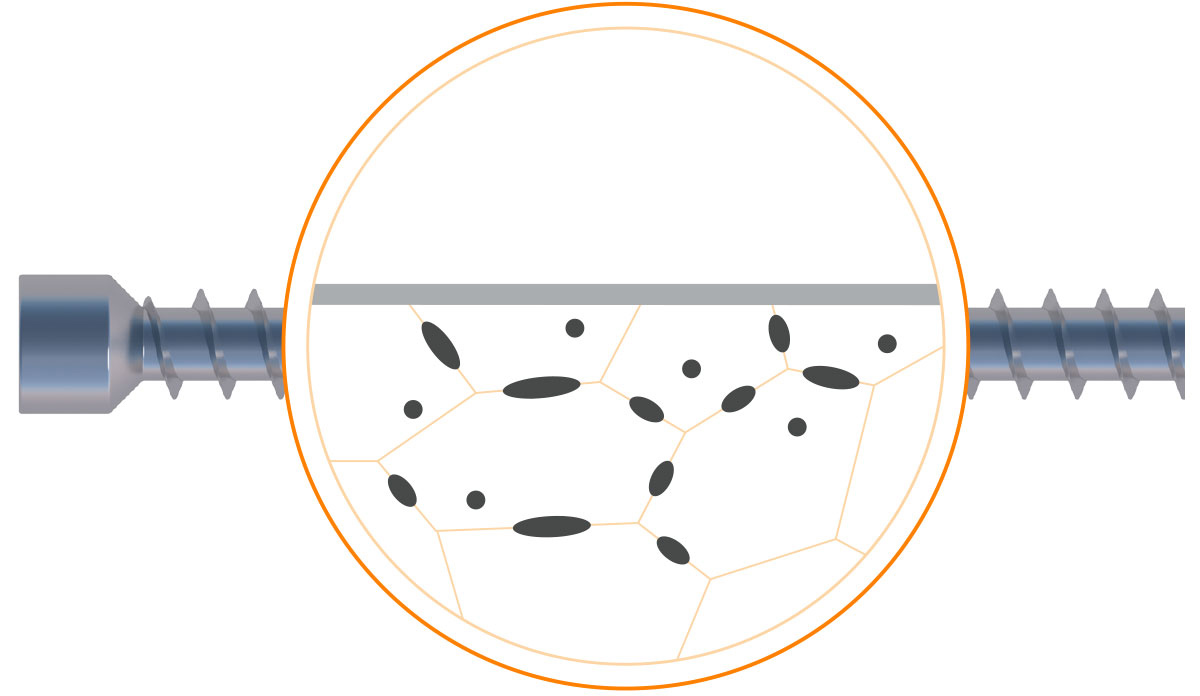
3. Versprödung: Wenn sich Wasserstoff in bestimmten Bereichen des Metalls anreichert, führt dies zur Versprödung. Da Wasserstoff die metallischen Bindungen schwächen kann, verliert das Material an Duktilität und Zähigkeit, sodass unter mechanischer Belastung die Entstehung sowie Ausweitung von Rissen begünstigt wird. Diese Veränderung kann bei Belastungen – auch, wenn diese unter den erwarteten Werten liegen – zu einem spröden Bruch und somit zu einem Versagen des Befestigungsmittels führen.
Tempern als präventive Maßnahme gegen Wasserstoffversprödung bei Schrauben
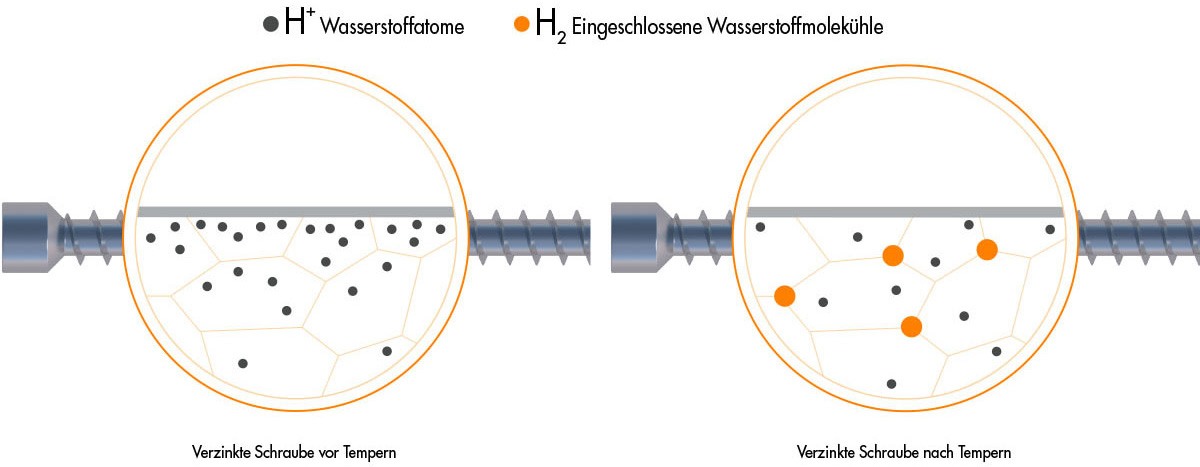
Die entscheidende Bedeutung der Wärmebehandlung im Herstellungsprozess von hochfesten Verbindungselementen wie Schrauben wird durch das Phänomen der Wasserstoffversprödung unterstrichen. Wärmebehandlung trägt dazu bei, die erforderlichen mechanischen und materiellen Eigenschaften zu erreichen und die Langlebigkeit der Produkte zu gewährleisten. Eine spezifische Technik der Wärmebehandlung ist das Tempern. Dieses wird eingesetzt, um sowohl die Festigkeit und Härte der Schraube zu optimieren als auch das Risiko der Wasserstoffversprödung gezielt zu reduzieren. Das Tempern stellt als Verfahren folglich einen entscheidenden Schritt in der Qualitätskontrolle bei der Produktion von Schrauben dar.
Beim Tempern handelt es sich allgemein um ein Verfahren der Wärmebehandlung, bei dem ein Material über einen längeren Zeitraum – bis zu 24 Stunden – erhitzt wird. Es folgt in der Regel jeweils vor dem Verzinken sowie nach dem Härten der Schraube und umfasst das Erwärmen des Materials auf eine Temperatur von 190 °C bis 230 °C. Auf diese Weise kann so viel Wasserstoff wie möglich durch Diffusion entzogen sowie der verbleibende Wasserstoff in der Stahlstruktur eingeschlossen und immobilisiert werden. Ziel des Temperns ist es, die Spannung, welche während des Herstellungsprozesses durch das Ziehen und Härten erzeugt wurde, im Metall zu reduzieren und seine Zähigkeit zu verbessern, ohne dabei die Härte wesentlich zu verringern. Zusätzlich trägt dieses Verfahren der Wärmebehandlung dazu bei, die Mikrostruktur der Schraube so zu verändern, dass sie auch später weniger anfällig für schädliche Auswirkungen von Wasserstoff ist.
Wie Eurotec das Risiko von Wasserstoffversprödung in Schrauben und anderen Verbindungselementen reduziert
Als Spezialist für Befestigungstechnik mit 25 Jahren Erfahrung und einer eignen Produktionsstätte ergreifen wir verschiedene Maßnahmen, um das Risiko für das Auftreten von Wasserstoffversprödung präventiv einzugrenzen. Wir setzen auf innovative Produktionsverfahren mithilfe von modernster Technologie, um die Anforderungen unserer Kunden zu erfüllen. Außerdem legen wir als Hersteller viel Wert auf die werkseigene Produktionskontrolle, die kontinuierliche Optimierung unserer Prozesse und die Einhaltung der Qualitätsanforderungen nach DIN EN ISO 9001.
Ein Hauptaugenmerk bei Eurotec liegt auf der hauseigenen Schrauben-produktion. Mithilfe unserer qualitätsgeprüften und patentierten Schraubenlösungen werden weltweit komplexe Holzkonstruktionen realisiert. Die Langlebigkeit und Zuverlässigkeit unserer Schrauben sind für uns von zentraler Bedeutung. Ein besonderer Fokus liegt dabei auf der Minimierung des Risikos von Wasserstoffversprödung. Durch sorgfältige Auswahl der Materialien, präzise Fertigungstechniken und umfassende Qualitätskontrollen stellen wir sicher, dass unsere Schrauben selbst unter anspruchsvollsten Bedingungen bestehen. Speziell durch einen 2-stufigen Temper-Prozess – vor dem Verzinken und nach dem Härten der Schrauben – versuchen wir die innere Spannung im Metall zu reduzieren und die Mikrostruktur so zu verändern, dass die Diffusion von Wasserstoff minimiert wird. Auf diese Weise bestreben wir, das Risiko von Wasserstoffversprödung signifikant zu reduzieren und die Sicherheit sowie Zuverlässigkeit unserer Produkte zu erhöhen.
Hinweis: Trotz unserer umfangreichen Bemühungen lässt sich jedoch das Auftreten von Wasserstoffversprödung unter außergewöhnlichen Bedingungen nie vollständig ausschließen. Somit besteht auch bei höchsten Qualitätsstandards ein minimales Restrisiko.


Hast du noch technische Fragen?
Wir beraten dich gerne bei deinem Bauprojekt! Kontaktiere unsere Technikabteilung per E-Mail technik@eurotec.team, rufe uns an unter +49 2331 62 45-444 oder nutze die kostenlose Berechnungssoftware zur Planung.
Weitere Fachbeiträge
Hier findest du weitere Fachbeiträgen mit umfassenden Inhalten, die du auf der Baustelle oder für individuelle Projekte wissen musst – ganz gleich, ob du noch in den Anfängen stehst oder bereits über langjährige Erfahrung verfügst.








